In the landscape of advanced industrial engineering, material selection directly determines system longevity, chemical resistance, and operational reliability. Among the technical ceramics available today, aluminum oxide stands out as one of the most versatile and cost-effective solutions for severe-service environments. The diverse applications of alumina ceramics are found across almost every major sector, from heavy machinery and chemical processing to high-precision semiconductor handling and fluid control systems.

From our experience at JuchangCeramic, understanding the mechanical thresholds and thermal limits of these technical compounds is essential for engineers aiming to replace failing metallic alloys. While metal components inevitably succumb to wear, aggressive oxidation, or thermal deformation, precision-machined technical ceramics maintain their structural stability under extreme pressures. In this comprehensive engineering analysis, we explore the primary applications of alumina ceramics, outlining where these materials provide the greatest return on investment and how specific sub-types perform in the field.
Table of Contents
- 1. Fluid Control and Heavy-Duty Pump Systems
- 2. Electrical Insulation and Electronic Substrates
- 3. High-Wear Material Handling Liners
- 4. High-Temperature Thermal Processing Equipments
- 5. Corrosion-Resistant Chemical Seals and Valves
- 6. Industrial Cutting Tools and Mechanical Wear Parts
- 7. Ballistic Armor Protection Systems
- 8. Aerospace Components and Automotive Igniters
- 9. Biomedical Joint Replacements and Prosthetics
- 10. Performance Summary Matrix
- 11. Advanced Engineering Solutions by JuchangCeramic
- 12. Frequently Asked Questions
- 13. Technical References
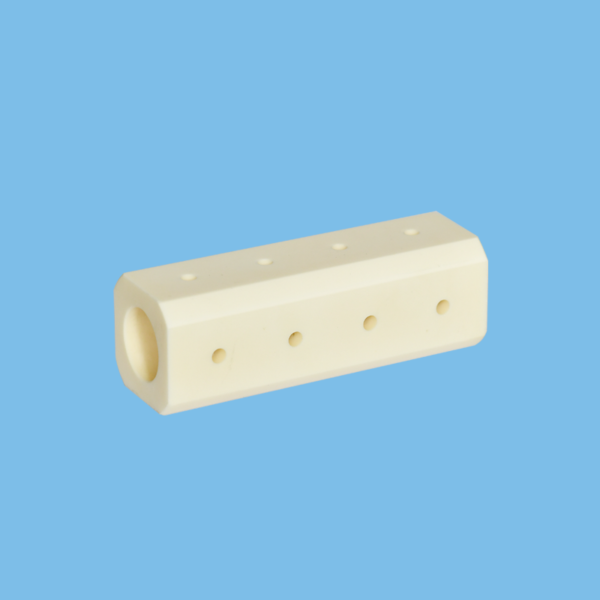
1. Fluid Control and Heavy-Duty Pump Systems
Modern fluid dynamics often involve abrasive slurries, high pressures, and chemical agents that rapidly erode standard stainless steel components. Consequently, fluid dosing and metering architectures represent one of the most vital applications of alumina ceramics. Because aluminum oxide maintains an incredibly high Mohs hardness of 9, it withstands continuous frictional wear from suspended particulates without losing its dimensional tolerances.
We recommend utilizing high-purity aluminum oxide for plungers, bushings, and shafts in aggressive dosing environments. When these parts are polished to a sub-micron mirror finish, they drastically reduce the friction coefficient against elastomeric packing seals. This engineering upgrade directly prevents fluid bypass, lowers system power requirements, and lengthens the maintenance intervals of critical process machinery.
2. Electrical Insulation and Electronic Substrates
The electronics industry relies heavily on materials that combine high electrical resistivity with exceptional thermal dissipation. Aluminum oxide fulfills this dual requirement perfectly, making it the primary choice for power electronics, LED mountings, and semiconductor processing equipment. It functions as a stable barrier that prevents electrical breakdown even under multi-kilovolt loads.
From our experience, its high dielectric strength ensures reliable performance in compact circuit layouts. When used as an electronic substrate, it allows heat generated by high-power transistors to escape efficiently into cooling sinks. This thermal management prevents localized overheating, ensuring long-term operational stability for industrial control systems and consumer electronics alike.
3. High-Wear Material Handling Liners
Mining, cement production, and bulk material transport industries manage millions of tons of hard materials like iron ore, aggregate, and coal every year. The internal chutes, cyclonic separators, and pneumatic pipelines that guide these materials suffer constant drop impacts and high-velocity friction. Line operators turn to aluminum oxide tiles to safeguard these metal structures from catastrophic wear.
We recommend hex-tile matrices or interlocking brick linings for high-impact zones. These ceramic wear liners can be easily affixed to internal steel structures using high-strength epoxy or weld-on steel plugs. This armor layer absorbs the abrasive energy of moving bulk materials, preventing structural wall failures and minimizing costly plant shutdowns.
4. High-Temperature Thermal Processing Equipments
Metallurgical processing, glass manufacturing, and laboratory test settings regularly operate at temperatures far beyond the melting point of standard structural metals. Aluminum oxide maintains its mechanical integrity at temperatures exceeding 1600°C, making it indispensable for high-temperature thermal operations.
Common uses include protective thermocouple sheaths, furnace tubes, crucible kits, and structural support beams within firing kilns. The material resists thermal deformation and prevents cross-contamination of delicate chemical batches, ensuring repeatable results in clean-room and high-vacuum laboratory processing.
5. Corrosion-Resistant Chemical Seals and Valves
Chemical processing environments are notoriously hostile, frequently combining strong acids or alkaline solutions with high process temperatures. Most metallic components fail rapidly due to galvanic corrosion or pitting. Because it is chemically inert, aluminum oxide is immune to almost all forms of acid attack, including hot sulfuric and hydrochloric mixtures.
This chemical stability makes it an ideal material for mechanical seal faces, rotating valve disks, and custom chemical components. By maintaining flat, un-pitted sealing surfaces over long production campaigns, technical ceramics eliminate hazardous fluid leaks and guarantee environmental compliance in volatile process loops.
6. Industrial Cutting Tools and Mechanical Wear Parts
High-speed metal machining generates extreme frictional heat that dulls standard high-speed steel or carbide cutting inserts. Tooling engineers mix aluminum oxide with specific transition carbides to form specialized composite cutting tools capable of machining hard steels at high surface speeds.
These inserts maintain their sharp cutting edges even at red-hot temperatures, allowing for high material removal rates and superior surface finishes. Additionally, this exceptional hardness is used for standard industrial components like sandblasting nozzles, thread guides in textile machinery, and high-load wire drawing dies.
7. Ballistic Armor Protection Systems
Because it combines low material density with extreme compressive hardness, aluminum oxide is a key material for modern ballistic armor. It is used extensively in body armor plates for defense personnel and protective cladding for tactical vehicles and aircraft.
When a high-velocity ballistic threat strikes the ceramic layer, the exceptional hardness of the alumina shatters or deforms the kinetic projectile, spreading the energy across a wide area. The composite backing material then catches the remaining fragments safely, providing lightweight, high-tier protection compared to heavy, traditional ballistic steel plates.
8. Aerospace Components and Automotive Igniters
The transportation sector utilizes technical ceramics to manage harsh operating conditions and optimize engine performance. The most common daily application is found within internal combustion engine spark plugs, where aluminum oxide functions as the internal insulating core that guides high-voltage currents directly to the electrode tip without shorting out against the engine block.
In the aerospace industry, the material is applied to turbine blade coatings, heat shields, and sensor housings. Its low weight and high thermal threshold help commercial aircraft and space launch vehicles handle the extreme friction and heat generated during supersonic atmospheric flights.
9. Biomedical Joint Replacements and Prosthetics
The human body is an incredibly demanding environment for structural materials, requiring complete biocompatibility and high resistance to wear from body fluids. High-purity, medical-grade aluminum oxide has been applied successfully in orthopedic implants for decades, specifically for hip replacement balls and knee joint surfaces.
Because the material is bio-inert, it does not trigger adverse immune responses or release toxic metallic ions into the bloodstream. Its ultra-smooth surface finish minimizes friction against polyethylene sockets, drastically lowering material wear debris and extending the functional lifespan of the implant for the patient.
10. Performance Summary Matrix
To help design engineers select the appropriate parameters for their specific use cases, the following responsive table outlines how the various applications of alumina ceramics align with core operational benefits.
| Industrial Application | Dominant Material Property | Primary Operational Benefit | Typical Purity Tier Required |
|---|---|---|---|
| Pump Plungers & Fluid Components | Frictional Wear Resistance | Extends packing seal lifespan; prevents leakage | 95% to 99.7% Al2O3 |
| Electronic Substrates | High Dielectric & Thermal Conductivity | Prevents electrical shorts; manages device heat | 96% to 99.5% Al2O3 |
| Chute & Cyclone Liners | Extreme Mohs Hardness (9) | Protects structural steel from abrasion | 92% to 95% Al2O3 |
| Furnace Tubes & Crucibles | Thermal Stability (>1600°C) | Prevents thermal cracking & melting failures | 99% to 99.8% Al2O3 |
| Chemical Disc Seals & Valves | Total Chemical Inertness | Resists acid pitting; maintains seal integrity | 99.5% Al2O3 |
| Ballistic Body Armor | Low Density & Compressive Strength | Shims bullet velocity at a minimal weight footprint | 95% to 99% Al2O3 |
11. Advanced Engineering Solutions by JuchangCeramic


While discovering the broad industrial uses of aluminum oxide is valuable, selecting an expert manufacturing partner is critical to achieving precise component tolerances. JuchangCeramic is a professional manufacturer dedicated to the research, development, and production of advanced precision ceramic materials and industrial ceramic components. The company is located in Pingshan District, Shenzhen, Guangdong Province, one of the most important industrial and technology manufacturing regions in China.
By using modern Isostatic pressing machines, automated CNC grinders, and ultra-high-temperature sintering kilns, we guarantee that our components exhibit exceptional density and structural uniformity. To ensure your engineering team selects the ideal technical compound for your system requirements, we recommend reviewing our comprehensive analysis on zirconia vs alumina ceramic components. This resource outlines the exact mechanical differences between these two leading industrial compounds.
For fluid handling and high-pressure system designers, our specialized production facility offers custom components engineered to eliminate common processing failures. For a detailed view of our standard product line, you can explore our ceramic plunger pump components overview, or connect with our technical sales team for specialized designs via our portal for precision ceramic components for pumps.
Furthermore, structural stability depends heavily on how a technical component is integrated into a mechanical system. We recommend studying our advanced structural blueprint guide, titled ceramic plunger holder design guide, to learn how to minimize stress concentration points during high-pressure cycles. For highly demanding chemical dosing or high-pressure chemical metering pumps, you can review our technical specifications on alumina-ceramic-parts-high-precision-zirconia-components-for-metering-plunger-pumps/ to optimize your system reliability.
12. Frequently Asked Questions
What are the most common applications of alumina ceramics in industrial environments?
The most frequent applications focus heavily on high-wear, thermal, and electrical environments. Common uses include high-pressure pump plungers, wear-resistant conveyor liners, high-temperature furnace tubes, electrical insulating substrates, and chemical valve disks.
Why is alumina preferred over metals in chemical processing setups?
Unlike industrial metals that undergo oxidation and pitting when exposed to harsh chemicals, aluminum oxide is chemically inert. This property allows it to remain perfectly stable when exposed to highly concentrated acids and alkaline fluids, even at elevated process temperatures.
How does the purity of the aluminum oxide affect its mechanical properties?
Higher purity percentages (e.g., 99.7% and above) offer maximum chemical resistance, superior dielectric strength, and higher thermal thresholds. Lower purity tiers (e.g., 92% to 95%) are typically optimized with secondary glass phases to improve fracture toughness for heavy industrial wear liners.
Can alumina ceramics be customized to meet tight dimensional tolerances?
Yes. Following the initial sintering process, diamond-tipped grinding wheels and specialized lapping machines can shape the components to achieve tight dimensional tolerances within +/-0.001mm, while ensuring ultra-smooth micro-inch surface finishes.
13. Technical References
1. International Organization for Standardization. (2020). Fine ceramics (advanced ceramics, advanced technical ceramics) — Test method for air abrasion resistance of fine ceramics (ISO Standard No. 23141:2020). Available via https://www.iso.org/)
2. American Ceramic Society. (2023). Ceramic Materials for Energy and Severe-Service Environments: Mechanical and Thermal Properties of Alumina Composites. Industrial Engineering Journal Portfolio.
3. National Institute of Standards and Technology. (2025). Structural Ceramic Database for Advanced Manufacturing and Dielectric Insulation Materials. Government Material Information Network.