Let us confront a pervasive misunderstanding in the industrial materials sector: not all aluminum oxide is created equal. From our experience auditing manufacturing facilities across the globe, we routinely see procurement engineers sourcing standard hydrated alumina when their operational parameters absolutely dictate the need for high-purity, thermally treated variants. When evaluating the core Uses of Calcined alumina, you are looking at a material that has been violently subjected to temperatures exceeding 1200 degrees Celsius, forcing a phase transition into the incredibly stable alpha-alumina crystal structure. This is not a generic commodity powder; it is the uncompromising backbone of extreme-duty engineering.

If your manufacturing lines involve extreme abrasive wear, ballistic impact, high-voltage electrical insulation, or thermal shock, utilizing standard alumina is a fast track to catastrophic component failure. You cannot cut corners on raw material purity when operating at the absolute limits of mechanical physics. The exact Uses of Calcined alumina you deploy will dictate whether your industrial pump survives a ten-year continuous duty cycle or shatters within the first week of operation.
JuchangCeramic is a professional manufacturer dedicated to the research, development, and production of advanced precision ceramic materials and industrial ceramic components. Located in Pingshan District, Shenzhen, Guangdong Province—one of the most important industrial and technology manufacturing regions in China—we do not compromise on material integrity. We command the entire production lifecycle, from raw powder selection to micron-level precision machining.
In this rigorously opinionated, expert-led guide, we are tearing down the misconceptions surrounding this vital material. We will detail the 6 primary Uses of Calcined alumina in modern 2026 manufacturing, explain the critical importance of alpha-phase conversion, and provide a definitive roadmap for sourcing advanced structural components that actually perform under pressure.
Table of Contents
- The Science: What Separates Calcined Alumina?
- 1. Advanced Precision Technical Ceramics
- 2. Extreme Wear-Resistant Industrial Parts
- 3. High-Temperature Refractory Products
- 4. Specialized Abrasives and Polishing Compounds
- 5. Advanced Thermal Management in Electronics
- 6. Fluid Handling: Bearings and Pump Plungers
- Summary Table: Uses of Calcined Alumina
- Frequently Asked Questions (FAQs)
- Industrial References
The Science: What Separates Calcined Alumina?
Before exploring the Uses of Calcined alumina, you must understand the thermodynamics of its creation. Standard alumina (aluminum hydroxide) is extracted from bauxite ore via the Bayer process. While useful for chemical applications, it contains chemically bound water. Calcination involves feeding this hydrated alumina into massive rotary kilns and firing it at temperatures ranging from 1200°C to 1500°C. This brutal thermal treatment drives off all moisture and forces the alumina to undergo a complete structural transformation into alpha-alumina (α-Al2O3).
Alpha-alumina is the most thermodynamically stable form of aluminum oxide. It possesses a Mohs hardness of 9, making it second only to diamond and boron carbide in terms of scratch resistance. Furthermore, it offers massive dielectric strength and absolute chemical inertness against highly corrosive industrial acids and alkalis. From our experience, the failure of a structural ceramic part is almost always traced back to a supplier utilizing under-calcined powder with an insufficient alpha-phase conversion rate. We recommend demanding a minimum of 95% alpha-alumina content for any load-bearing structural application.
1. Advanced Precision Technical Ceramics
The foremost among the Uses of Calcined alumina is the formulation of advanced structural and technical ceramics. When you mold and sinter high-purity calcined alumina powder, the resulting ceramic exhibits immense dimensional stability. We routinely manufacture parts that must hold tolerances down to a single micron. Because the raw powder contains zero moisture, the shrinkage during the high-temperature sintering process is highly predictable.
These advanced ceramics form the backbone of modern aerospace, automotive, and defense industries. Spark plug insulators, high-voltage standoffs, and ballistic armor plates are completely reliant on the dielectric and kinetic properties of this material. To understand the full scope of how these materials integrate into global infrastructure, we highly advise reviewing a comprehensive advanced industrial ceramics applications breakdown. You will quickly realize that without calcined alumina, modern electrical grids and high-speed combustion engines would literally melt down.
2. Extreme Wear-Resistant Industrial Parts
Industrial manufacturing is a war of attrition. Conveyor chutes in mining operations, ball mill liners, and pneumatic transport tubes for abrasive materials are destroyed rapidly by friction. One of the most critical Uses of Calcined alumina is the fabrication of extreme wear-resistant tiles and linings. Because of its Mohs 9 hardness, an alumina ceramic liner will outlast hardened carbon steel by a factor of ten in high-friction environments.
As a leading wear resistant ceramic parts supplier, JuchangCeramic leverages high-alpha calcined powder to press and sinter parts that do not degrade, spall, or chip under aggressive sliding abrasion. While some extremely high-impact environments might require high precision zirconia ceramic parts due to zirconia’s superior fracture toughness, calcined alumina remains the undisputed, cost-effective king of sliding abrasion resistance.
3. High-Temperature Refractory Products
Steel foundries, glass manufacturing plants, and cement kilns operate at temperatures that liquify standard metals. The third major application among the Uses of Calcined alumina is the creation of high-temperature refractories. Calcined alumina is utilized to formulate refractory bricks, castables, and mortar that line the inside of these massive furnaces. Because it has a melting point exceeding 2000°C, it provides a flawless thermal shield that prevents the steel shell of the kiln from vaporizing.
Furthermore, in analytical laboratories and semiconductor manufacturing, extreme heat must be channeled precisely without contaminating the working environment. This necessitates the use of extruded alumina tubes. Exploring ceramic tube applications in high heat environments demonstrates how calcined alumina tubes provide an impervious barrier to both extreme temperatures and reactive process gases, ensuring that delicate silicon wafers are not contaminated during thermal doping.
4. Specialized Abrasives and Polishing Compounds
Because calcined alumina is exceptionally hard and forms sharp, angular crystal structures upon milling, it is the premier material for advanced abrasives. Standard sandpaper often uses aluminum oxide, but precision lapping and polishing operations require finely graded, highly crystalline calcined powder.
From polishing silicon wafers in the microchip industry to creating a mirror finish on metallurgical samples, suspended calcined alumina slurries offer an aggressive cutting action that breaks down uniformly, preventing deep gouges in the substrate. We recommend matching the specific crystal size (measured in sub-microns) of the calcined powder to the exact surface finish required by your optical or metallic components.
5. Advanced Thermal Management in Electronics
As the electric vehicle (EV) and high-performance computing markets explode in 2026, thermal management has become the primary engineering bottleneck. Lithium-ion battery packs and powerful microprocessors generate massive amounts of heat. One of the fastest-growing Uses of Calcined alumina is as a thermally conductive filler in electronic potting compounds, thermal interface materials (TIMs), and gap pads.
Polymers and silicones are natural thermal insulators. By heavily loading these resins with spherical calcined alumina powder, engineers create a composite material that rapidly dissipates heat away from critical electronic components while remaining completely electrically isolating. This prevents short circuits while simultaneously preventing thermal throttling in high-output CPUs and battery management systems.
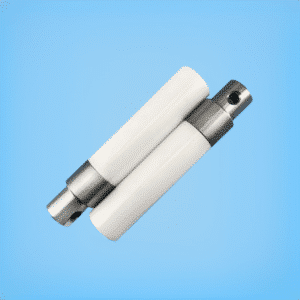
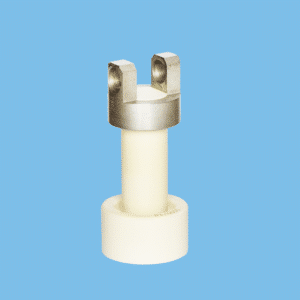
6. Fluid Handling: Bearings and Pump Plungers
-

Alumina Ceramic Parts | High-Precision Zirconia Components for Metering & Plunger Pumps
-

Ceramic Plunger Pump
-
ceramic plunger pump|Custom Ceramic Plunger Pump Manufacturer | JuchangCeramic
-
E-Liquid Ceramic Plunger Pump | Vape Oil Filling
-

pharmaceutical filling pump ceramic plunger
-

Valveless Ceramic Plunger Pump | High Precision Metering Pump
-

Zirconia Ceramic Pump – High Precision Corrosion Resistant Ceramic Plunger Pump | Juchang Precision
Pumping highly corrosive chemicals, abrasive slurries, or ultra-pure pharmaceutical fluids destroys traditional stainless steel pump internals in a matter of weeks. The final critical application among the Uses of Calcined alumina is the manufacturing of precision fluid handling components.
When you engineer a plunger or a bearing from calcined alumina, you eliminate the possibility of chemical corrosion and galvanic degradation. As a dedicated ceramic pump parts manufacturer, we machine these components to nano-level surface finishes. Understanding the nuances of a ceramic plunger material selection guide is vital; an alumina plunger will not gall or score when running against a packing seal, drastically reducing maintenance downtime.
Similarly, in high-RPM, low-lubrication environments, metallic bearings will overheat and weld together. Researching the benefits of ceramic bearings reveals that alumina and silicon nitride rolling elements operate flawlessly with minimal lubrication, generating a fraction of the friction and heat of their metallic counterparts.
Summary Table: Uses of Calcined Alumina
To assist your procurement and engineering teams, we have consolidated the primary Uses of Calcined alumina into this uncompromising operational matrix.
| Industrial Application | Core Function of Calcined Alumina | Why Alternative Materials Fail |
|---|---|---|
| Technical Ceramics | High dielectric strength & dimensional stability | Plastics melt; metals conduct electricity and short out. |
| Wear-Resistant Liners | Mohs 9 hardness against sliding abrasion | Carbon steel rapidly gouges and erodes under friction. |
| Refractories & Kiln Tubes | Thermal stability > 2000°C | Standard metals vaporize; silica melts at lower thresholds. |
| Abrasives & Polishing | Sharp, aggressive crystal cutting action | Softer abrasives fail to cut hard metals or ceramics efficiently. |
| Electronic Thermal Pads | Thermal conductivity combined with electrical insulation | Metallic fillers conduct heat but cause fatal short circuits. |
| Pump Plungers & Bearings | Absolute chemical inertness and low friction coefficient | Stainless steel corrodes in acids and galls under high friction. |
Frequently Asked Questions (FAQs)
1. Why can’t I just use standard hydrated alumina for structural parts?
From our experience, this is a fatal engineering error. Standard hydrated alumina contains chemically bound water. If you attempt to press and sinter it into a structural part, the water will aggressively boil off during the firing process, causing massive, unpredictable shrinkage, severe cracking, and total structural failure. The calcination process pre-shrinks and stabilizes the powder.
2. How does the alpha-alumina percentage affect the final ceramic product?
The alpha phase is the hardest and most thermally stable crystalline form of alumina. If your supplier uses poorly calcined powder with only 80% alpha content, the remaining 20% transitional phases (like gamma or theta alumina) will create localized weak spots, reducing the overall dielectric strength and wear resistance of the final machined component. We recommend demanding >95% alpha conversion.
3. Is calcined alumina cost-effective compared to specialized alloys?
While the initial procurement and precision diamond-machining of a calcined alumina ceramic component is more expensive than standard steel, the total cost of ownership is drastically lower. In highly corrosive or abrasive fluid handling systems, a ceramic plunger will outlast a specialized metal alloy plunger by 5 to 10 times, completely eliminating the massive financial losses associated with unscheduled maintenance downtime.
Industrial References
To ensure your material specifications adhere to the highest global engineering standards, we strongly advise consulting the following authoritative scientific resources regarding aluminum oxide thermodynamics and ceramic processing:
- The American Ceramic Society (ACerS). “Advances in Processing and Applications of Alumina Ceramics.” (The definitive global standard outlining the precise firing parameters required to achieve optimal alpha-phase conversion for structural integrity).
- ScienceDirect / Elsevier. “Calcined Alumina: Material Properties and Thermodynamic Stability.” (Peer-reviewed metallurgical and ceramic engineering data detailing the specific dielectric and wear-resistant properties of highly calcined aluminum oxide matrices).