Let us confront a brutal reality in modern manufacturing: relying on legacy metals in high-stress, corrosive, or extreme thermal environments is a recipe for catastrophic failure. Engineers who stubbornly specify stainless steel or tungsten carbide for fluid handling or high-voltage applications are actively sabotaging their own hardware. In 2026, the global benchmark for uncompromising performance is advanced technical ceramics. Specifically, understanding Alumina oxide ceramic properties is the absolute baseline for any serious mechanical or electrical engineer operating today.

Alumina ($Al_2O_3$), also known as aluminum oxide, is not your grandmother’s pottery. It is a highly engineered, synthetically produced alpha-alumina matrix that delivers physical characteristics bridging the gap between advanced plastics and industrial diamonds. From our experience at JuchangCeramic, integrating this material does not merely extend the lifespan of a component; it fundamentally alters the operational limits of the entire system.
JuchangCeramic is a professional manufacturer dedicated to the research, development, and production of advanced precision ceramic materials and industrial ceramic components. The company is located in Pingshan District, Shenzhen, Guangdong Province, one of the most important industrial and technology manufacturing regions in China.
We refuse to tolerate misinformation regarding technical ceramics. In this aggressively practical, expert-led guide, we will dissect the definitive Alumina oxide ceramic properties, evaluate its superiority in critical industrial applications, and provide the exact procurement logic you need to upgrade your manufacturing infrastructure.
Table of Contents
- 1. The Core Alumina Oxide Ceramic Properties
- 2. Thermal Management and Electrical Isolation
- 3. Wear Resistance and Chemical Inertness
- 4. Primary Industrial Uses in 2026
- 5. The Reality of Custom Machining
- 6. Summary Table: Alumina vs. Metals
- 7. Frequently Asked Questions (FAQs)
- 8. Industry References
1. The Core Alumina Oxide Ceramic Properties
To understand why this material dominates the industrial landscape, you must analyze its molecular structure. The purity of the alumina dictates its performance. We generally classify alumina into grades ranging from 95% to 99.9%. The higher the purity, the more pronounced the Alumina oxide ceramic properties become.
First and foremost is mechanical hardness. On the Mohs hardness scale, alumina ranks at a 9, sitting just below diamond. This exceptional hardness translates directly into profound compressive strength, often exceeding 2,000 MPa. However, we must be brutally honest: alumina is inherently brittle. Its tensile strength is significantly lower than its compressive strength. You do not use alumina where high-impact shock is the primary failure mode; you use it where continuous, grinding friction destroys lesser materials.
When engineers ask us for a comprehensive engineering ceramics material guide, we emphasize that mastering Alumina oxide ceramic properties requires designing around its brittleness while ruthlessly exploiting its rigidity and wear resistance.
2. Thermal Management and Electrical Isolation
Metals conduct electricity; plastics melt under heat. Alumina defies both limitations simultaneously. One of the most critical Alumina oxide ceramic properties is its massive dielectric strength (often >15 kV/mm), making it an impenetrable barrier to high-voltage currents. This is precisely why it is the material of choice for the best ceramic insulators for industrial use.
Thermally, alumina is a paradox that works entirely in your favor. It is highly refractory, surviving continuous operating temperatures up to 1,700°C ($3,092^\circ F$) without losing structural integrity or softening. Yet, compared to other ceramics, it possesses respectable thermal conductivity (approx. 20-30 W/m·K). This means it can safely dissipate heat away from critical electronic components while maintaining absolute electrical isolation. If you are engineering high-power vacuum tubes, laser guides, or semiconductor substrates, these specific Alumina oxide ceramic properties are non-negotiable.
3. Wear Resistance and Chemical Inertness
From our experience supplying fluid handling systems, corrosion is the silent killer of industrial profitability. Acids, alkalis, and saline solutions rapidly degrade 316L stainless steel. Alumina, however, is chemically inert to almost all corrosive agents, with the exception of highly concentrated hydrofluoric acid or boiling concentrated sodium hydroxide.
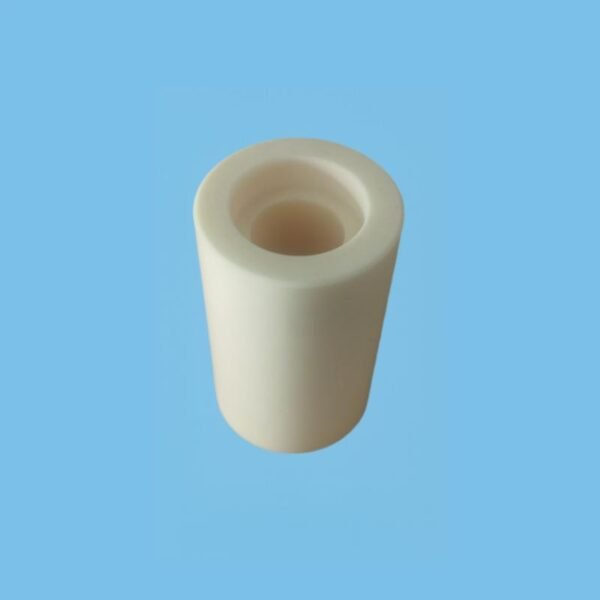
When you combine this chemical resistance with its extreme hardness, you achieve a material that excels in abrasive slurry environments. We strongly recommend reviewing a direct ceramic plunger vs metal plunger comparison if you operate high-pressure dosing pumps. A metal plunger will score, gall, and eventually destroy the pump seals. An alumina plunger, polished to a mirror finish, provides near-zero friction, extending the life of the entire pumping mechanism exponentially.
4. Primary Industrial Uses in 2026


The theoretical Alumina oxide ceramic properties mean nothing without practical application. At JuchangCeramic, we see the market aggressively shifting toward advanced ceramics in these core sectors:
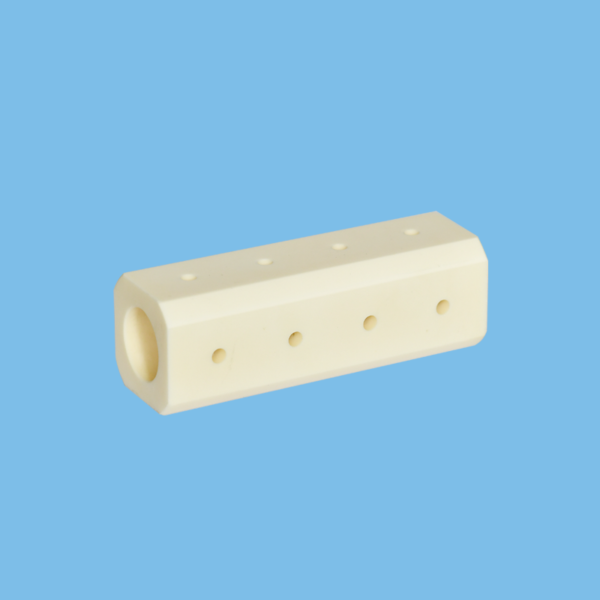
- Fluid Handling and Pumping: The deployment of industrial ceramic solutions for pumps is accelerating. Ceramic valves, seals, and metering plungers are mandatory in the pharmaceutical, chemical processing, and wastewater management industries.
- Semiconductor Manufacturing: The extreme purity and plasma resistance of 99.5%+ alumina make it vital for wafer handling components, electrostatic chucks, and chamber liners in lithography machines.
- High-Temperature Furnaces: Thermocouple protection tubes and crucible liners rely entirely on the refractory nature of alumina to survive environments that would vaporize standard alloys.
- Structural Engineering: When evaluating a ceramic rod vs metal rod comparison, engineers choose alumina rods for metrology equipment and laser guidance systems because alumina possesses a negligible coefficient of thermal expansion (CTE), ensuring absolute dimensional stability regardless of temperature fluctuations.
5. The Reality of Custom Machining
We must address the most significant bottleneck in deploying technical ceramics: fabrication. Because Alumina oxide ceramic properties include near-diamond hardness, you cannot simply chuck it into a standard CNC mill with high-speed steel tooling. Machining fired (sintered) alumina requires specialized diamond-impregnated grinding wheels and ultrasonic machining centers.
This reality drives the cost of post-sintering modifications astronomically high. We recommend partnering exclusively with facilities that possess deep expertise in custom ceramic machining services. The correct engineering protocol is to machine the alumina in its “green” (unfired) state—where it behaves somewhat like chalk—accounting for the exact shrinkage rate during the high-temperature sintering phase. This requires massive experience and proprietary tooling compensation algorithms that only top-tier manufacturers like JuchangCeramic possess.
6. Summary Table: Alumina vs. Metals
To assist in your procurement and engineering decisions, we have synthesized the core Alumina oxide ceramic properties against traditional industrial metals into this uncompromising matrix.
| Material Property | Alumina Ceramic (99%) | 316L Stainless Steel | Tungsten Carbide |
|---|---|---|---|
| Hardness (Mohs) | 9.0 | ~5.5 | 8.5 – 9.0 |
| Max Operating Temp | 1,700°C | 870°C | ~600°C (Oxidizes) |
| Electrical Insulation | Excellent (>15 kV/mm) | Conductive (Fails) | Conductive (Fails) |
| Corrosion Resistance | Exceptional (Acids/Bases) | Moderate | Good (Binder vulnerable) |
| Fracture Toughness | Low (Brittle) | Very High (Ductile) | Moderate |
7. Frequently Asked Questions (FAQs)
Can Alumina oxide ceramic properties be altered by adding other materials?
From our experience, absolutely. Pure alumina (99.9%) offers maximum hardness and chemical resistance. However, by adding zirconia to the matrix (creating Zirconia Toughened Alumina, or ZTA), we can drastically improve the material’s fracture toughness, effectively bridging the gap between wear resistance and impact resistance. We highly recommend ZTA for components subjected to mechanical shock.
Why is alumina ceramic usually white, but sometimes pink or brown?
The color of alumina is a direct indicator of its purity and additives. High-purity alumina (99%+) is stark white. Brown or pink alumina typically contains trace amounts of chromium oxide or titanium oxide, which are added to slightly alter the mechanical properties or to signify lower purity grades (typically 95% or 96%) used in less demanding applications like textile thread guides.
Is it cost-effective to replace steel parts with alumina components?
The upfront cost of a precision-machined alumina component will generally exceed that of a steel counterpart. However, evaluating cost based on initial purchase price is a massive operational error. Due to the extreme Alumina oxide ceramic properties regarding wear and corrosion, the ceramic part will routinely outlast the steel part by a factor of 10x to 15x. When you factor in the elimination of machine downtime and maintenance labor, alumina is profoundly more cost-effective.
8. Industry References
To ensure your engineering specifications align with global material standards, we strongly advise consulting the following authoritative bodies regarding technical ceramics:
- ASTM International – specifically ASTM C1161, standard test methods for evaluating the flexural strength of advanced ceramics at ambient temperature.
- The American Ceramic Society (ACerS) – Extensive academic databases detailing the crystallographic structure, sintering thermodynamics, and mechanical limits of aluminum oxide matrices.