In high-stakes industrial environments, off-the-shelf plastic or metal components fail when subjected to extreme temperatures, corrosive chemicals, or relentless mechanical wear. This is where technical ceramics step in. However, engineering these materials is not a simple matter of casting and curing. The ceramic parts manufacturing process is a highly technical, multi-staged discipline requiring uncompromising precision at every single phase. At JuchangCeramic, based in the manufacturing hub of Pingshan District, Shenzhen, Guangdong Province, we specialize in the research, development, and production of advanced precision ceramic materials and industrial ceramic components. From our experience, bypassing structural control during early formulation guarantees macroscopic failure during final sintering.

Understanding how raw, volatile powder transformations occur into dense, diamond-hard technical components is vital for engineers designing next-generation systems. Whether you are seeking a reliable custom precision ceramic parts supplier or specifying components for severe fluid handling environments, this comprehensive guide tears down the complexities of the industrial manufacturing workflow.
Table of Contents
- 1. Ceramic Parts Manufacturing Process Overview
- 2. Phase 1: Raw Material & Powder Preparation
- 3. Phase 2: Green Body Forming Techniques
- 4. Phase 3: Green Machining & Binder Burnout
- 5. Phase 4: Sintering (The Densification Stage)
- 6. Phase 5: Precision Diamond Grinding & Post-Processing
- 7. Phase 6: E-E-A-T Quality Inspection Standards
- 8. Frequently Asked Questions
- 9. Technical References
Ceramic Parts Manufacturing Process Overview
Unlike metallurgy, where metal sheets or ingots can be melted, bent, and carved down easily, advanced technical ceramics exhibit high hardness and brittle natures from the get-go. You cannot simply machine an intricate component from a generic block of raw ceramic material without incurring catastrophic tooling degradation and stress fractures. The entire lifecycle must be modeled around atomic-level sintering behaviors.
The entire roadmap transforms sub-micron powder particles into rigid crystalline matrixes. Below is a high-level architectural roadmap summarizing the core operational steps executed daily in our production facilities.
| Process Stage | Primary Objectives | Key Operations Involved | Critical Quality Metrics |
|---|---|---|---|
| 1. Material Prep | Achieve chemical purity & homogeneity | Ball milling, spray drying, binder dosing | Particle size distribution, moisture content |
| 2. Green Forming | Shape raw powder into geometric mass | Isostatic pressing, injection molding, dry pressing | Green density, structural uniformity |
| 3. Debinding | Thermally purge temporary organic polymers | Controlled slow heating, atmosphere management | Zero cracking, complete carbon removal |
| 4. Sintering | Eliminate internal porosity via atomic diffusion | High-temperature firing (1400°C–1800°C) | Volumetric shrinkage calculation, density checking |
| 5. Finishing | Meet tight dimensional micron tolerances | CNC diamond grinding, lapping, laser polishing | Surface roughness (Ra), concentricity |
Phase 1: Raw Material & Powder Preparation
The foundation of any exceptional industrial component resides in its chemical composition. To understand the underlying material physics, engineers must ask what is alumina ceramics or how zirconia yields transformation toughening. The manufacturing run begins with pure technical ceramic powders—typically Al2O3, ZrO2, SiC, or Si3N4.
We combine these oxide or non-oxide powders with temporary processing organic agents, such as binders, plasticizers, and deflocculants. These additives provide the mechanical strength needed for the powder to hold its shape during initial forming stages. The mixture is introduced into a ball milling system where it undergoes rigorous wet grinding to break down agglomerates. We recommend target particle distributions under 1 micron to ensure uniform thermal kinetics later on.
Following milling, the resulting slurry passes through a spray dryer. The liquid medium vaporizes instantly inside a drying chamber, leaving behind free-flowing, spherical granulates. This optimized spherical morphology is vital; without it, the powder will not flow smoothly into complex molding dies, leading to structural voids within the pressed component.
Phase 2: Green Body Forming Techniques
Once the powder granulates are validated, they must be compacted into a solid shape, known in technical terms as a “green body”. The choice of forming technique dictates the mechanical capabilities, shape boundaries, and overall project cost. In our facility, we match the geometry to the most appropriate forming method.
Dry Pressing & Isostatic Pressing
For high-volume, geometrically straightforward configurations, dry pressing is our primary choice. Mechanical or hydraulic presses compact the spray-dried powder inside hard metal alloy dies at pressures exceeding 100 MPa. When dealing with complex, elongated profiles like heavy-duty shafts, we pivot to Cold Isostatic Pressing (CIP). CIP utilizes a flexible elastomer mold submerged within a pressurized fluid chamber, exerting uniform omnidirectional force. This creates unmatched structural density across the entire part profile.
Ceramic Injection Molding (CIM)
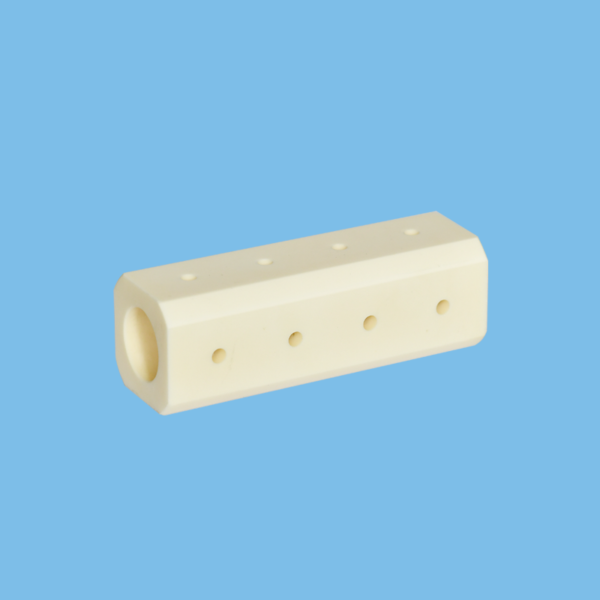
When an application demands complex, highly intricate components with threads, undercuts, or cross-holes, dry pressing falls short. In these cases, we utilize Ceramic Injection Molding. The ceramic powder is blended with a thermoplastic binder system to create a processable feedstock. This feedstock is heated and injected directly into automated molding cavities. This methodology yields excellent repeatability for mass production runs of sophisticated, highly specialized parts.
Engineering Note: Green bodies are highly delicate, holding a mechanical consistency similar to dense chalk. They can be handled and carved, but lack the structural integrity to withstand real-world operational loads.
Phase 3: Green Machining & Binder Burnout
Before putting parts into high-temperature kilns, we look for ways to optimize production efficiency and reduce costs. This brings us to green machining. Machining fully vitrified, sintered ceramic requires specialized diamond tooling and takes considerable time. Therefore, we perform as much material removal as possible while the part is still in its softer green state.
Using conventional CNC lathes and mills, we execute initial drilling, threading, and profiling. We carefully calculate and account for the precise volumetric shrinkage factor—which can range from 15% to 30% depending on the material formulation—ensuring the post-sintered component lands close to its target dimensions. For instance, when producing highly reliable alumina ceramic parts for metering pumps, calculating this green shrinkage rate correctly saves hours of intensive diamond grinding later on.
Once green machining wraps up, the components undergo binder burnout (debinding). The parts are placed into specialized convection ovens where temperatures are raised slowly, often at rates of less than 1°C per minute. This controlled heating thermal cycle vaporizes and exhausts the temporary organic binders without causing internal gas pockets or cracking the fragile ceramic structure.
Phase 4: Sintering (The Densification Stage)
Sintering is the core stage of the ceramic parts manufacturing process. It converts a fragile cluster of compacted powder into a dense, high-strength industrial component. The parts are placed into high-temperature kilns, where they are heated to temperatures typically ranging from 1400°C to 1800°C, depending on the specific material composition.
At these extreme temperatures, the individual ceramic particles undergo atomic-level diffusion. The material does not melt into a liquid state; instead, solid-state diffusion drives material transport across particle boundaries, closing up internal pore spaces and forming strong crystalline structures. As the pores collapse, the component experiences its pre-calculated volumetric shrinkage, reaching its final structural density, extreme hardness, and chemical stability.
For applications demanding maximum density and zero internal porosity, we utilize advanced methods like Gas Overpressure Sintering or Hot Isostatic Pressing (HIP). This ensures the material achieves its full theoretical density, making it suitable for high-stress applications such as ceramic rod applications in manufacturing assemblies and advanced structural mechanisms.
Phase 5: Precision Diamond Grinding & Post-Processing
Because high-temperature sintering causes thermal movement and material shrinkage, achieving tight tolerances of ±0.002mm cannot be guaranteed by kilns alone. Post-sintered ceramics are extremely hard, often outperforming tool steels and carbide alloys. Consequently, they can only be machined using industrial diamond-grit wheels.
Precision diamond grinding centers correct any distortion from the firing process, establishing exact flat surfaces, concentric diameters, and precise geometries. At JuchangCeramic, our finishing division utilizes automated CNC diamond grinding machinery along with ultrasonic machining configurations to refine critical interfaces safely, preventing micro-fractures in the material matrix.


Following primary grinding, components undergo lapping and polishing stages using progressively finer diamond suspensions. This step reduces surface roughness down to mirror finishes (Ra ≤ 0.1μm). This level of finish is critical for sealing faces in industrial fluid systems, highly precise ceramic plunger holder design guide assemblies, and robust mechanical structures where minimizing friction is paramount.
Phase 6: E-E-A-T Quality Inspection Standards
An advanced technical ceramic component is only as reliable as the quality inspection protocols backing it. Unlike metals, which may bend under excessive stress, ceramics can fail abruptly if internal structural flaws or micro-cracks are present. Because of this, we implement strict, multi-stage inspection procedures across our entire production line.
Our quality control workflow includes the following essential steps:
- Ultrasonic and Dye Penetrant Testing: Non-destructive evaluation methods are used to inspect the subsurface matrix, ensuring the component is free from micro-voids, internal cracks, or structural anomalies.
- Coordinate Measuring Machine (CMM) Verification: Automated CMM systems verify the dimensional accuracy of complex shapes, ensuring compliance with strict engineering prints.
- Microstructural Evaluation: Destructive testing is performed on sample pieces from each batch using scanning electron microscopy to verify grain size, phase distribution, and overall material density.
By enforcing these strict technical standards, we ensure that every component—from standard mechanical elements to custom parts featured in our industrial ceramic products list 2026—performs reliably in the field. When sourcing high-performance components, checking procurement variables against a current ceramic plunger price guide 2026 helps balance production budgets while maintaining necessary material standards.
For demanding mechanical assemblies, choosing the right material composition ensures long-term operational success. Understanding specialized components, such as what are ceramic bearings used for, highlights how advanced ceramics manage heavy loads and resist wear in conditions where standard metals quickly fail.
Frequently Asked Questions
Why do ceramic components shrink during the manufacturing process?
Ceramic parts experience shrinkage during the sintering phase because the high heat drives atomic diffusion, causing individual powder particles to bond and close up internal pore spaces. This elimination of porosity draws the material closer together, resulting in a predictable volume reduction of 15% to 30%.
Can technical ceramics be machined using conventional CNC steel tools?
No. Once technical ceramics are fully sintered, their extreme hardness easily wears down standard carbide or high-speed steel tooling. They can only be machined effectively using specialized diamond-abrasive grinding wheels, lapping systems, or advanced ultrasonic machining tools.
What is the difference between green machining and post-sinter grinding?
Green machining is performed before firing while the material is still soft and held together by organic binders, allowing for fast and efficient material removal. Post-sinter grinding is done after the part is fully hardened in the kiln, using precision diamond tools to achieve exact final tolerances and surface finishes.
How do you prevent cracking during the binder removal phase?
We prevent cracking by utilizing automated convection ovens that ramp up temperatures slowly, sometimes at less than 1°C per minute. This gradual heating allows the organic binders to vaporize and escape through the porous green structure safely, without generating internal gas pressure.
Technical References
1. American Ceramic Society (ACerS) – Powder Processing and Sintering Kinetics: Advanced Ceramic Material Standards
2. DIN EN ISO 18754: Fine Ceramics (Advanced Ceramics, Advanced Technical Ceramics) – Determination of Density and Apparent Porosity.
3. NIST Structural Ceramics Database – Material Properties and Performance Metrics for Technical Engineering Design.
4. Modern Fluid Handling Systems Engineering: Precision Ceramic Pumps Overview
5. Industrial Automation Component Sourcing: Insulation Materials CNC Machining Solutions